
Road Town, Tortola, British Virgin Islands (August 31, 2020) – Talon Metals Corp. (“Talon” or the “Company”) (TSX:TLO) is pleased to provide an update on the Tamarack Nickel-Copper- Cobalt project (“Tamarack Project”), located in Minnesota, USA. The Tamarack Project comprises the Tamarack North Project and the Tamarack South Project.
Highlights
- Flotation optimization was conducted on a composite grading 1.61% Ni and 0.96% Cu. The composite was compiled from different geo-metallurgical domains and grade distributions within these domains based on the entire inferred and indicated mineral resource at the Tamarack
- The Company recently completed a Locked Cycle Flotation Test (“LCT”) producing a nickel concentrate grading 10.8% Ni and 1.22% Cu and a copper concentrate grading 29.9% Cu and 1.13% Ni. These concentrate grades will be attractive for both pyrometallurgical processing in Ni and Cu smelters (primarily for the stainless steel market), and for hydrometallurgical treatment of the Ni concentrates for producing a nickel sulphate (primarily for batteries in electric vehicles).
- The concentrates from the LCT have been sent to the hydrometallurgical group at SGS Lakefield for hydrometallurgical process development, with the end goal of establishing an integrated battery nickel sulphate complex at Tamarack. Such a complex is expected to be strategic to US and European electric vehicle
“The robustness of the simplified flowsheet has now been confirmed, and the process has proven to be capable of treating the entire indicated and inferred resource at the Tamarack Project with excellent results. The hydrometallurgical flowsheet development with the goal of producing nickel sulphates in the United States has commenced and is producing very encouraging results,” said Oliver Peters, Talon Consulting Metallurgist.
“Global nickel sulphide concentrate production is expected to continue its downward trend: High- grade nickel-copper discoveries have all but dried up while existing nickel sulphide mines continue to be depleted. At the same time, smelting and refining facilities require a baseline throughput to cover fixed costs. We therefore expect clean Tamarack nickel concentrates, that could be blended with more challenging concentrates, to be in exceptionally high demand irrespective of the EV market growth,”said Henri van Rooyen, CEO of Talon.
Technical Discussion
Process Optimization
In late 2019, two flotation composites were generated to determine the impact of including the 138 Zone in the life-of-mine (“LOM”) mill feed. The two composites comprised a LOM composite with the Semi-Massive Sulphide Unit/Massive Sulphide Unit (SMSU/MSU) and 138 Zone (8.02 million tonnes of material) and a LOM composite without the 138 Zone (5.32 million tonnes of material). A total of 475 drill hole intervals were selected with careful consideration of grade and spatial distribution to produce representative resource composites.
In a press release dated July 8, 2020, the Company reported results of an open circuit cleaner flotation test producing a Ni concentrate grading 10.2% Ni and 1.08% Cu and a Cu concentrate grading 30.1% Cu and 0.84% Ni. Both concentrates produced grades that are attractive for pyrometallurgical processing in Cu and Ni smelters.
The open-circuit Cu and Ni recovery into the Cu/Ni separation circuit was high at 84.4% for Cu and 80.0% for Ni. These values were expected to increase further during closed-circuit operation since circulating streams are treated as tailings in open-circuit tests. The results of these closed- circuit tests are reported in this news release.
A LCT was completed using the LOM with 138 Zone composite. A LCT simulates the operation of a continuous process by completing multiple batch tests and circulating the intermediate products from one test to the next.
The grades and recoveries into the Cu and Ni concentrates are presented in Table 1. The Ni concentrate graded 10.7% Ni and 1.22% Cu while the Cu concentrate graded 29.9% Cu and 1.13% Ni. The Cu and Ni recovery into the Cu/Ni separation feed was 87.5% and 84.9%, respectively. As expected, these numbers represent a noticeable increase in metal recoveries from the open circuit test results reported on July 8, 2020 at 84.4% Cu (+3.1%) and 80.0% Ni (+4.9%).
Table 1: Copper and Nickel Concentrate Grades and Recoveries
Product | % Mass | % Grade | % Distribution | ||||||||
Cu | Ni | S | Fe | MgO | Cu | Ni | S | Fe | MgO | ||
Ni Concentrate | 11.9 | 1.22 | 10.7 | 28.6 | 40.6 | 4.66 | 15.9 | 83.3 | 61.8 | 32.8 | 2.4 |
Cu Concentrate | 2.2 | 29.9 | 1.13 | 32.5 | 32.5 | 0.80 | 71.6 | 1.6 | 12.9 | 4.8 | 0.1 |
The LCT produced approximately 2.9 kg of the Ni concentrate and 530 g of the Cu concentrate. Both concentrates were submitted for a detailed concentrate analysis to determine levels of potential by-products and deleterious elements.
The results for pertinent elements are presented in Table 2, and the complete analytical results are included in the Appendix together with a more technical description of the metallurgical tests.
The gold grade of 5.88 g/t in the Cu concentrate is expected to produce by-product credits. The levels of deleterious elements were low in both concentrates.
Table 2: Concentrations of By-products and Deleterious Elements
Product | Co % | Pt g/t | Pd g/t | Au g/t | Ag g/t | Hg g/t | As g/t | Cd g/t | Pb g/t | Cl g/t | F % |
Ni Concentrate | 0.24 | 2.42 | 1.26 | 0.28 | 13 | < 0.3 | 14 | <2 | 55.7 | 170 | 0.009 |
Cu Concentrate | 0.02 | 1.31 | 1.14 | 5.88 | 35 | < 0.3 | <10 | 12 | 185 | 41 | 0.005 |
Next Steps
- Hydrometallurgical Process Development
The hydrometallurgical process development commenced in late June and initial results yielded very high extraction rates of over 99% for Ni and Co in a pressure oxidation process without the need for catalysts such as chlorides. The process development continues with a tentative completion date in late September. The unit operations that will be developed include iron and impurity removal, Cu precipitation, and Co + Ni shake out tests.
- Pre-concentration Testing
Pre-concentration testing was initiated on three low grade samples with head grades ranging from 0.36% Ni to 0.81% Ni. Successful upgrading of the low-grade mineralization of the Tamarack resource with high metal recoveries would allow the inclusion of this material in the mineable resource. Results from this test program are expected within the next 2-3 weeks.
- Floatation Process Optimization
Process optimization is planned for the next phase of flotation testing to evaluate flowsheet modifications that further improve concentrate grades and/or metal recoveries. While the current simplified flowsheet represents a robust flowsheet with very good metallurgical results, several process opportunities have been identified to maximize the potential of the Tamarack mineralization.
Quality Assurance, Quality Control and Qualified Persons
Please see the technical report entitled “NI 43-101 Technical Report Updated Preliminary Economic Assessment (PEA) of the Tamarack North Project – Tamarack, Minnesota” with an effective date of March 12, 2020 prepared by independent “Qualified Persons” (as that term is defined in National Instrument 43-101 (“NI 43-101”) Leslie Correia (Pr. Eng), Andre-Francois Gravel (P. Eng.), Tim Fletcher (P. Eng.), Daniel Gagnon (P. Eng.), David Ritchie (P. Eng.), Oliver Peters (P. Eng.), Christine Pint (P.G.) and Brian Thomas (P. Geo.) for information on the QA/QC, analytical and testing procedures at the Tamarack Project. Copies are available on the Company’s website (www.talonmetals.com) or on SEDAR at (www.sedar.com). The laboratory used is ALS Minerals who is independent of the Company.
Mr. Oliver Peters, a Mineral Processing Engineer with Metpro Management Inc., is a Qualified Person within the meaning of NI 43-101. Mr. Peters is satisfied that the analytical and testing procedures used are standard industry operating procedures and methodologies, and he has reviewed, approved and verified the technical information disclosed in this news release, including sampling, analytical and test data underlying the technical information.
About Talon
Talon is a TSX-listed base metals company in a joint venture with Rio Tinto on the high-grade Tamarack Nickel-Copper-Cobalt Project located in Minnesota, USA, comprised of the Tamarack North Project and the Tamarack South Project. Talon has an earn-in to acquire up to 60% of the Tamarack Project. The Tamarack Project comprises a large land position (18km of strike length) with numerous high-grade intercepts outside the current resource area. Talon is focused on expanding its current high-grade nickel mineralization resource prepared in accordance with NI 43-101; identifying additional high-grade nickel mineralization; and developing a process to potentially produce nickel sulphates responsibly for batteries for the electric vehicles industry. Talon has a well-qualified exploration and mine management team with extensive experience in project management.
For additional information on Talon, please visit the Company’s website at www.talonmetals.com or contact:
Sean Werger
President
Talon Metals Corp.
Tel: (416) 361-9636 x102
Email: werger@talonmetals.com
Forward-Looking Statements
This news release contains certain “forward-looking statements”. All statements, other than statements of historical fact that address activities, events or developments that the Company believes, expects or anticipates will or may occur in the future are forward-looking statements. These forward-looking statements reflect the current expectations or beliefs of the Company based on information currently available to the Company. Such forward-looking statements include statements relating to the representative nature of the metallurgical test results and the results of the flowsheet’s use on a larger scale; the potential attractiveness for both pyrometallurgical processing in Ni and Cu smelters and for hydrometallurgical treatment of the Ni concentrates for producing a nickel sulphate; the goal of establishing an integrated battery nickel sulphate complex at Tamarack and the expectation that it will be strategic to US and European electric vehicle manufacturers; that the process has proven to be capable of treating the entire indicated and inferred resource at the Tamarack Project with excellent results; the expectation that global nickel sulphide concentrate production will continue its downward trend; the expectation that clean Tamarack nickel concentrates could be blended with more challenging concentrates and be in exceptionally high demand irrespective of the EV market growth; the tentative completion date in late September of the process development; the timing and results of further test programs and process optimization which may improve concentrate grades and/or metal recoveries and the timing thereof. Forward-looking statements are subject to significant risks and uncertainties and other factors that could cause the actual results to differ materially from those discussed in the forward-looking statements, and even if such actual results are realized or substantially realized, there can be no assurance that they will have the expected consequences to, or effects on the Company.
Any forward-looking statement speaks only as of the date on which it is made and, except as may be required by applicable securities laws, the Company disclaims any intent or obligation to update any forward-looking statement, whether as a result of new information, future events or results or otherwise. Although the Company believes that the assumptions inherent in the forward- looking statements are reasonable, forward-looking statements are not guarantees of future performance and accordingly undue reliance should not be put on such statements due to the inherent uncertainty therein.
Appendix
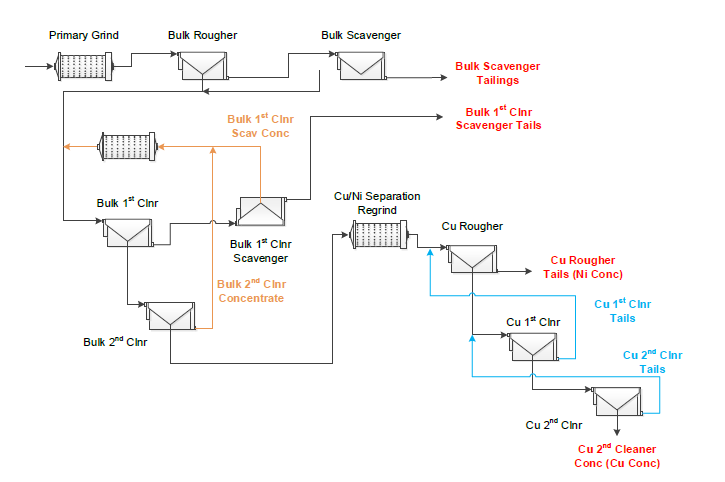
The flowsheet that was employed in the LCT is presented in Figure 1. A LCT consists of six individual tests (also referred to as cycles) with intermediate tailings streams carried over from one test to the next to simulate the closed circuit operation of a commercial plant. Streams that are highlighted in orange and blue were circulated during the LCT.
The orange streams (Bulk 2nd cleaner tailings and Bulk 1st cleaner scavenger concentrate) were treated as tailings in open circuit tests i.e. the Ni and Cu units in these streams were considered process losses. The entire mass of the Bulk 2nd cleaner concentrate eventually reports to the Cu and Ni concentrates. Hence, the intermediate streams highlighted in blue were not considered losses but had to be assigned to the Ni or Cu concentrates. However, this resulted in a non- representative metal distribution into the two products since the Cu/Ni separation was performed open-circuit without circulating streams
During the LCT these intermediate streams of one cycle were combined with selected streams of the following cycle. For example, the Bulk 2nd cleaner tailings and Bulk 1st cleaner scavenger concentrate of Cycle A were reground and then combined with the bulk rougher and bulk scavenger concentrate of the following Cycle B. This is repeated for until all six cycles are completed.
The circuit mass balance is generated using the mass and grades of the four exit products highlighted in red (two concentrate and tailings streams) for at least three consecutive cycles with good mass and metals accountability.
Figure 1: LCT Flowsheet
The complete LCT mass balance that was generated using cycles C to E is presented in Table 3.
Table 3: Locked Cycle Mass Balance
Product | Weight | Assays, % | % Distribution | ||||||||
% | Cu | Ni | S | Fe | MgO | Cu | Ni | S | Fe | MgO | |
Cu Conc | 2.2 | 29.9 | 1.13 | 32.5 | 32.5 | 0.80 | 71.6 | 1.6 | 12.9 | 4.8 | 0.1 |
Ni Conc | 11.9 | 1.22 | 10.7 | 28.6 | 40.6 | 4.66 | 15.9 | 83.3 | 61.8 | 32.8 | 2.4 |
Bulk 1st Clnr Scav Tails | 9.3 | 0.40 | 0.74 | 6.42 | 17.5 | 22.7 | 4.0 | 4.5 | 10.8 | 11.0 | 9.0 |
Bulk Scavenger Tails | 76.6 | 0.10 | 0.21 | 1.05 | 10.0 | 27.1 | 8.5 | 10.6 | 14.6 | 51.4 | 88.6 |
Combined | 100.0 | 0.92 | 1.54 | 5.54 | 14.8 | 23.4 | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 |
The Ni and Cu concentrates of the LCT were submitted for detailed concentrate analysis and mineralogical characterization. The purpose of the detailed concentrate analysis was the identification of potential by-products and deleterious elements. The results of the chemical analyses are presented in Table 4. The concentrations of deleterious elements are low in both the Cu and Ni concentrates and no penalties are anticipated at these levels.
Table 4: Analytical Results of Detailed Concentrate Analysis
Sample ID | Assays (g/t) | ||||||||||||||||
Au | Pt | Pd | F | Cl | Hg | Ag | Al | As | Ba | Be | Bi | Ca | Cd | Cr | Fe | K | |
Ni Concentrate Cu Concentrate | 0.28 5.88 | 2.42 1.31 | 1.26 1.14 | 9 5 | 170 41 | < 0.3 < 0.3 | 13 35 | 3,410 439 | 14 < 10 | 37.4 4.5 | 0.06 < 0.03 | 5.1 5.7 | 4,270 1,020 | < 2 12 | 325 18 | 405,000 320,000 | 474 < 70 |
Sample ID | Li | Mn | Mo | Na | P | Pb | Sb | Se | Si | Sn | Sr | Ti | Tl | U | V | Y | Zn |
Ni Concentrate Cu Concentrate | < 8 < 8 | 258 57.1 | 12.4 2.5 | 932 194 | < 200 < 200 | 55.7 185 | 2.1 1.3 | 93 97 | 32,200 4,100 | < 2 12 | 9.45 1.5 | 399 36.8 | < 0.4 < 0.4 | < 0.4 < 0.4 | 20 4 | < 1 < 1 | 192 555 |
The Cu and Ni concentrates were also submitted for a mineralogical characterization using QEMSCAN. The primary objectives of this analysis were to identify the mineral species that report to the two concentrates and determine the degree of mineral liberation.
Since Ni units that report to the Cu concentrate are not payable and Cu units in the Ni concentrate only receive very small credits, misplacement of the Cu and Ni units into the Ni and Cu concentrates must be minimized. Cu/Ni separation on a laboratory scale is notoriously difficult due to the lack of a crowding-out effect, thus generally leading to higher Ni recoveries into the Cu concentrate. The mineralogical analysis will determine if the Ni units in the Cu concentrates were recovered due to entrainment because of the lack of crowding-out or due to insufficient liberation. In the latter case, a finer regrind before the Cu/Ni separation will assist in reducing Ni recovery into the Cu concentrate. The results of the mineralogical characterization are pending.